지속가능 섬유 소재 추적성과 저탄소화 공정

©2023 The Korean Fashion and Textile Research Journal(KFTRJ). This is an open access journal. Articles are distributed under the terms of the Creative 52 Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Abstract
To realize the traceability of sustainable textile products, this study presents a low-carbon process through energy savings in the textile material manufacturing process. Traceability is becoming an important element of Life Cycle Assessment (LCA), which confirms the eco-friendliness of textile products as well as supply chain information. Textile products with complex manufacturing processes require traceability of each step of the process to calculate carbon emissions and power usage. Additionally, an understanding of the characteristics of the product planning-manufacturing-distribution process and an overall understanding of carbon emissions sources are required. Energy use in the textile material manufacturing stage produces the largest amount of carbon dioxide, and the amount of carbon emitted from processes such as dyeing, weaving and knitting can be calculated. Energy saving methods include efficiency improvement and energy recycling, and carbon dioxide emissions can be reduced through waste heat recovery, sensor-based smart systems, and replacement of old facilities. In the dyeing process, which uses a considerable amount of heat energy, LNG, steam can be saved by using “heat exchangers,” “condensate management traps,” and “tenter exhaust fan controllers.” In weaving and knitting processes, which use a considerable amount of electrical energy, about 10- 20% of energy can be saved by using old compressors and motors.
Keywords:
textile traceability, waste heat exchange for dyeing, steam condensate managing, exhaust managing for stenter process, low-power consumed facilities키워드:
섬유 추적성, 염색공정 열교환기, 스팀 응축수 관리, 텐터공정 배기제어, 저전력 설비1. 서 론
글로벌 기후변화와 규제정책, 소비자의 인식 개선 등에 따라 지속가능 섬유에 대한 수요는 가파르게 증가하고 있으며 특히미주, 유럽 바이어의 지속가능 요구는 점점 강해지고 세분화 되고 있다.
리싸이클, 생분해 등을 중심으로 순환성(circularity)에 초점이 맞춰진 기존 방식에서 고도화하여 소재의 다양성(variety)에 대한 요구가 더 강해지고 있으며, DAC(direct air capture) 방식의 탄소포집 추출물이나 식물 기반의 네오머트리얼(neo-material)등이 각광받고 있다. 또한 저탄소화 기반 순환 경제실현을 위한 LCA(life cycle assessment)를 토대로 원사-제품간 全공급망 간 협업을 요구받고 있다(“Global Fast Fashion Market Report”, 2020).
특히 기후 환경의 영향력을 확인하기 위한 장치로 브랜드, 생산자, 판매자 등의 추적성(traceability)과 투명성(transparency)을 본격적으로 평가하기 시작했으며 앞으로는 제품기획에서 생산, 유통, 소비자까지 전 과정의 탄소배출량 등을 수치(numerical value)나 인증(certification)으로 공개하고 관리받게 될 것이다(“KPMG Report”, 2020).
탄소배출량의 추적성이 강화되면서 가장 주목해야 하는 것은 ‘제조공정의 에너지 사용량’ 이다. 섬유산업은 자원과 에너지 사용량이 많고 제조업 전체의 이산화탄소 배출량 7%(1.05GtCO2) 이상을 차지하는 온실가스 다배출산업이다. 최근 유행이 빠르게 소비되는 패스트 패션을 통해 생산량과 속도가 급격하게 증가하면서 온실가스 배출 또한 가중되고 있다. 특히 섬유산업에서 배출되는 온실가스 중 절반 이상(56%)이 제·편직, 염색 등 제조공정에서 에너지 사용으로 배출되고 있다(“Roadmap to Net Zero”, 2021).
따라서 유럽, 중국 등에서는 국가 차원의 정책을 통해 제조공정 에너지 절약을 중점 과제로 추진하고 있으며(“EU Strategy”, 2023; Park, 2016), Patagonia 등 글로벌 패션기업들은 제품별로 소비되는 에너지량을 추적, 관리하고 이를 마케팅에 활용하기도 하였다.
팬데믹 이후 인플레이션과 에너지 비용이 2배 이상 증가하고 유럽, 북미에서는 탄소세를 부과함에 따라 제조공정의 저탄소화는 불가피하다. 그러나 국내 기업은 설비, 기술 등 정보 접근이 어려워 기업 실정에 맞는지를 확인할 수 없는 경우가 많아 저탄소화 실천에 어려움이 있다(Kim & Lee, 2023).
이에 본 저자는 섬유 산업 저탄소화를 위해 추진되고 있는 추적성의 기술 동향과 보급 방안에 대해 설명하고 제조공정의 효율 개선 및 재활용을 통해 에너지를 절약하는 방법에 대해 서술하고자 한다. ‘추적성 개선’과 ‘제조공정의 에너지 절약’은 섬유산업 저탄소화의 가장 중요한 요소이며 본 논문을 통해 개념과 사례를 적립하고 기업의 실천방향에 대해 소개하고자 한다.
2. 연구방법
2.1. 탄소 배출 추적성(traceability)에 관한 연구
자료 조사를 통하여 제품 기획에서 생산, 유통, 소비자까지의 공급망 추적을 통해 탄소배출량을 산출하는 기술 동향을 정리하고 공급망 추적성의 한계와 극복방안을 서술한다.
특히 유럽의 등 많은 컨설팅 기관(“KPMG Report”, 2020, “Traceability and Transparency”, 2021)에서는 추적성에 대한 연구 방향과 기술 동향 등에 대해 보고하고 있으며 섬유 산업 추적성과 관련하여서도 Obser(2015) 외에 많은 연구자가 공급망 분석, 데이터 수집 및 분석 방법 등에 대해 보고하고 있다.
따라서 해당 자료를 분석하여 추적성에 대한 개념과 필요성, 섬유산업에서의 추적성 한계 등에 대하여 설명하고 최근 개발되고 있는 추적성 사례 및 기술 등에 대해서 서술한다.
2.2. 섬유공정 에너지 소비 및 절약방법 연구
World Resources Institute(WRI)에 따르면 섬유산업에서 배출되는 온실가스(1.05GtCO2) 중 제조공정 상 탄소배출량 비중(56%, 536MtCO2)이 가장 높다(“Roadmap to Net Zero”, 2021). 특히 제·편직 등 원단제조와 염색가공 공정에서 배출되는 탄소량이 높다(29%, 310MtCO2). 따라서 두 공정의 탄소배출 특성에 대해 서술하고 구체적인 탄소배출량 산출방법과 현황에 대해 설명한다.
특히 본 저자는「2023 섬유소재 공정저탄소화 기반조성 사업」에 참여한 제 · 편직, 염색가공 기업을 대상으로 현장 진단을 실시하여 에너지 사용 특성과 사용량 데이터를 조사하였으며 에너지 효율 개선 및 재활용 설비를 사용하여 절감한 에너지량 데이터도 확보하고 있다.
따라서 환경공단에서 제공하는「온실가스 산정 가이드라인(Ministry of Strategy and Finance - Korea Environment Corporation, 2022)」을 바탕으로 이산화탄소 배출 현황을 분석하였으며 산출식은 3절에서 각각 서술한다.
3. 결과 및 논의
3.1. 탄소 배출 추적성
원래의 공급망 추적성(supply chain traceablity)의 개념은 비즈니스 품질과 사회적 책임을 평가하기 위한 목적으로 원료 출처, 생산 위치, 유해물질 여부, 직원의 업무강도 등을 기록, 관리하는 광범위한 개념이다. 하지만 최근에는 지속가능성을 평가하기 위한 목적으로 원료 추출에 의한 탄소배출량, 에너지, 자원의 소비량 등의 데이터를 추가 수집하여 분석한다(“Traceability and Transparency”, 2021).

Schematic diagram of sustainability keywords. Traceability and Transparency(2021). https://unece.org

Schematic diagram of traceability between other groups within valuechain. Traceability and Transparency(2021). https://unece.org
섬유 산업에의 추적성은 원사, 원단의 제조공정에서부터 유통, 소비, 폐기 및 재활용에 이르는 전체 수명 주기를 추적하는 기능이다. 예를 들어 면 제품의 경우 목화를 재배하여 수확하는 과정에서부터 방적, 제직, 염색, 봉제 등 제조공정을 거쳐 유통과 소비자 사용 후 폐기까지 전 과정 데이터를 추적한다.
지속가능성을 위한 추적성은 매우 중요하다. 기업과 제품의 지속가능성을 객관적으로 평가하여 입증하기 위한 중요한 도구이다. 예를 들어 원단 기업의 리싸이클 소재 사용 비중을 판단하기 위해서는 원사의 출처를 증명하고 제품별 생산량과 혼용율 등의 데이터가 필요하다. 현재는 GRS 등의 인증을 통해 관리하고 있지만 지속적인 데이터 수집과 분류, 분석을 통해 객관성을 높이고 보급화 하는 것이 필요하다. Nimbalker(2015)의 연구에 따르면 브랜드의 약 15%가 원자재 공급업체에 대한 정보가 없고 전체 공급망에 대한 완전한 정보가 있는 브랜드는 10% 미만이었다.
본 논문에서 주로 언급할 ‘에너지 소비’도 마찬가지이다. 전력, 스팀, 화석연료 등의 사용량이 공정별로 구분되어 있지 않으며 제품별 에너지 사용량을 ‘추측치’로만 산정 가능하다. 따라서 개체별 센서, 계측기 등을 사용하여 직접 데이터를 수집하여 제품별 정확한 에너지사용량 산출이 필요하다.
섬유 산업의 추적성의 한계는 물리적으로 분산된 공급망과 데이터 수집 비용이다. 특히 섬유 산업의 공급망은 고도로 분산되어 추적성을 구현하기가 어렵다. 예를 들어 면은 미국, 인도, 양모는 호주가 중심 생산국이며 그 외에도 다양한 원료 공급원이 존재한다. 원사의 경우 중국, 베트남 등이고 원단의 경우 중국, 방글라데시, 베트남 등이며 모든 공급원에 일괄적인 데이터 포맷을 적용하여 많은 데이터를 수집하는데 한계가 있다(Obser, 2015).
또한 이러한 데이터를 취급하는 기관의 공인성과 데이터 수집, 관리하는 방법의 신뢰성을 확보하는 것도 과제이다. 인증 기관과 글로벌 주요 브랜드를 중심으로 표준을 개발하여 취급하고 있지만 추적성의 보급화와 투명성 확보는 여전히 쉽지 않은 상황이다(Kumar et al., 2017).
추적성은 크게 물리적 추적성(physical traceability)과 디지털 추적성(digital traceability)로 나눌 수 있다.
물리적 추적성은 원사, 원단 소재에 식별(identified) 기구를 탑재하여 활용하는 방법으로 미시적(micro) 식별 기구와 거시적(macro) 식별 기구로 나눌 수 있으며 미시적 식별 기구 사례는 목화, 플라스틱 등의 화학성분을 식별화하여 면 제품의 원료를 추적(社Oritain, 社Fibertrace)하거나 DNA를 식별화하는 방법(社Haelixa)이고 거시적 식별 기구는 수 μm 크기의 미세바코드를 원사 또는 원단에 식각하는 방식이다.

Schematic diagram of physical dispersion and limitation of supply chain of textile industry. Obser (2015).

Tracking method through chemical composition fingerprinting on cotton. Oritain (2023). https://oritain.com.
디지털 추적성은 데이터의 고유성을 관리하는 데에 초점이 맞춰져 있으며 먼저 섬유 소재의 식별을 물리적 식별 방법 또는 QR코드, RFID칩 등을 사용하여 디지털 스캔할 수 있으며 식별된 데이터의 고유성을 증명하기 위해 블록체인으로 관리된다.
社Textile Genesis와 社Trustrace는 디지털 블록 체인 기반 토큰인 ‘Fibercoins’를 사용하여 섬유, 필라멘트, 직물, 원사, 의류 등 자산의 세부 정보를 디지털화 하고 관리한다. 저장된 정보는 오픈 API로 누구나 조회할 수 있으며 소비자는 구매한 제품의 원료-원사-원단-제품까지의 제조과정, 성분 등을 확인할 수 있다.
특히 社Crystalchain은 탄소배출과 관련된 정보를 블록체인화하여 관리 할 수 있으며 ‘에코코인(eco-coin)’을 사용하여 ‘자원 · 물사용’, ‘에너지사용’, ‘운송 · 유통’ 등의 정보를 담아 취급한다. 社Crystalchain은 이산화탄소 배출량을 산출하기 위하여 각 공정의 계측기를 설치하고 정해진 매뉴얼에 따라 데이터를 수집한다.
섬유 산업의 탄소배출량을 추적하기 위해서는 제품기획-제조-유통과정의 특성과 탄소배출원에 대한 파악이 필요하다. 특히 섬유산업은 앞서 언급한 바와 같이 제 · 편직, 염색가공 등 제조공정에서 에너지 사용으로 인한 이산화탄소 배출량이 절반 이상이므로 각 공정에서 사용하는 에너지원과 소비 과정을 이해하는 것이 중요하다.
3.2. 섬유공정 에너지 소비 특성 및 절약방법
본 저자가 확보하고 있는 「2023 섬유소재 공정저탄소화 기반조성 사업」의 현장 진단 데이터를 분석한 결과 제·편직, 염색가공 공정에서 주로 스팀, LNG, 전기 사용 비중이 높았으며 공정별로 에너지를 사용하는 형태가 다르다. 스팀, LNG 의 경우 염액, 수세액 등의 액체를 가열하거나 건조하는 등의 목적으로 사용하였으며 전기의 경우 실, 원단을 이송하기 위한 기계 에너지 생산 목적이 크다.
염색가공 공정에서 사용되는 주 에너지원은 스팀과 LNG이다. 염색, 정련, 수세 공정 등은 제품별로 다소 차이는 있지만 90~130oC 정도로 급수(supply water)를 가열하여 사용하고 주로 원통다관 형태의 ‘열교환 가열기’를 사용한다. 가열 원리는 폐수 열교환기 일부 원리와 동일하다.

Tracking method through cotton DNA identification. Haelixa (2023).

Tracking method using blockchain. Textile Genesis (2023).

Information of carbon emission including energy consumption. Crystalchain (2023).
가열된 급수는 염색, 정련, 감량, 수세 등의 공정에서 사용한 뒤 약 70oC 내외 고온폐수로 배출된다. 염색가공 기업에서 배출되는 고온폐수는 기업당 연 8만톤 정도이며 전체 폐수량(20만톤)의 약 40%이고 스팀사용량(17,310톤)의 약 4.7배이다(대구염색산단 124개사, 2018년 기준). 고온폐수의 폐열을 회수하여 신규 급수를 가열하는데 사용하면 스팀사용량 약 10~20% 정도를 절약할 수 있으며 연간 277~554톤 CO2의 이산화탄소 배출을 절감할 수 있다(Kim & Lee, 2023)
건조, 텐터, 모소, 호발 등의 공정은 LNG 버너를 사용하여 수~수십 m3이상의 넓은 공간을 150~200oC로 가열한다. 물론 원단의 촉감, 컬러 등의 특성에 따라 스팀으로 작동되는 열매식 가열기(heat medium), 캔드라이어(can dryer) 등을 사용하기도 한다.
건조, 텐터 등의 공정에서 배출되는 120oC이상의 고온 배기가스는 기업당 320 m3/min 이상(환경공단 대기배출시설 구분 3종 사업장 이상 기준)의 속도로 배출되며 대부분의 배기가스는 열회수 없이 폐기된다. 배기가스의 폐열을 기체-액체 열교환을 통해 급수로 열을 회수하면 10% 정도의 스팀을 절약할 수 있으며 이산화탄소 277톤 CO2 배출을 절감할 수 있다(반월 염색공단 ㈜평화 설치사례).
단 섬유공정에서 배출되는 배기가스 온도는 철강(1000oC 이상), 석유화학(400oC이상) 등의 타 산업 공정에 비해 온도가 낮아 폐열 회수 효과는 상대적으로 낮을 수 있다(Lee, 2001).
제직, 편직 등의 공정은 모터를 사용하여 실을 꼬고 실 패를 감아 이송한 후에 적절한 조직으로 배치하여 원단을 생산하는 공정으로 주로 모터, 컴프레셔 등의 설비를 통해 전기에너지를 기계 에너지로 전환해 사용한다.
모터의 경우 권사, 연사, 사가공 등의 공정에서 기업당 수 백개의 5 kW 미만 소형 모터를 사용하고 있으며 정경기, 편직기, 제직기 등의 공정에서는 10~20 kW의 중소 용량 모터와 40 kW 이상의 고용량 모터가 사용된다. 용량이 큰 모터를 사용하는 생산 설비는 실이 빔에 모여 무겁고 높은 토크를 요구 한다.
한편 컴프레셔는 제·편직 공정에서 두루 사용되고 있으며 기업 전체 전력 사용량의 절반 이상을 사용한다. 특히 제직 공정은 위사를 횡방향으로 이송하기 위해 에어젯 또는 워터젯 방식의 노즐을 사용하는데 노즐에 공급되는 공기압을 생산하기 위하여 많은 컴프레셔의 전력을 사용한다.
ATY 등 사가공 공정에서도 실의 부피감, 벌키함 등을 부여하기 위해 많은 공기압이 사용되며, 지그(jig), 밸브(valve) 등 ‘공기압 액츄에이터’ 작동을 위해서도 컴프레셔가 사용된다.
또한 제·편직 공정은 실 또는 원단 간 마찰이 빈번히 발생하여 제품 손상과 화재가 발생하기 쉽다. 이를 방지하기 위해 공장 내 일정 이상 습도를 유지하는 것이 중요하며 가습기, 물펌프 등의 공조(air condition) 설비 전력 사용량도 높다.

Schematic diagram of dyeing·finishing process and low-carbonize facilities. Korea Textile Trade Association(KTTA, 2023), p.12~13.

Facilities of dyeing and finishing process using steam and LNG; (a) heating apparatus for a dyeing machine (shell-and-tube heat exchange), (b) tenter machine, burner for dryers (lng burner), ⒞ can dryer (using steam), (d) steam boiler. KTTA (2023), p.16~27.
노후된 모터, 컴프레셔, 펌프 등은 과부하에 의해 전력이 낭비되며 주기적으로 저전력 신품으로 교체하는 것이 필요하다. 또한 생산과정에서 발생하는 과부하를 실시간으로 모니터링하고 차단하여 효율 개선을 통해 이산화탄소 배출을 감축할 수 있으며, 기업당 10~20%(약 60~120만kWh, 대구·경북 직물기업 전력사용 평균) 정도 전력을 절약할 경우 285~570톤CO2의 이산화탄소를 감축할 수 있다. 전력 절감에 따른 이산화탄소 감축량 산출식은 식 1과 같다(Ministry of Strategy and Finance - Korea Environment Corporation, 2022).
| (1) |
3.3. 에너지원 별 이산화탄소 배출량
전 세계 이산화탄소 배출의 주 원인은 에너지 사용(73.2%)이다(Preliminary 2020 Global GHG Emissions Estimates, 2020). 에너지원별 이산화탄소 배출량을 살펴보면 유연탄(96톤CO2/TJ), B-C유(78톤 CO2/TJ), LPG(63톤 CO2/TJ) 등의 순으로 배출량이 많다. 예를 들어 석탄 보일러를 LNG, LPG 등 가스 보일러로 교체할 시 이론상(열량당 배출량) 이산화탄소 배출량을 낮출 수 있다(Ritchie et al., 2020.)
염색단지의 열병합 발전소 등은 대용량의 에너지 생산을 위해 아직 가격-열량비가 좋은 유연탄을 주로 사용하고 기업에서도 스팀 생산을 위해 B-C유 보일러를 사용하는 경우가 많아 이산화탄소 배출 기여도가 높다(Jung, 2017).
스팀은 주로 염색가공 공정에서 사용되며 주로 열병합 발전소에서 공급하고 1TJ당 61톤CO2의 이산화탄소를 배출한다. 열병합 발전소가 없는 경우 LNG, LPG 등의 가스보일러를 사용하며 열병합 발전소 스팀과 탄소 배출량은 거의 같다.
전기의 경우, 국가별로 이산화탄소 배출량의 차이가 있다. 우리나라는 1TJ(27.6만kWh)당 평균 132톤CO2를 배출한다. 우리나라 전기에너지의 이산화탄소 배출량이 많은 이유는 화석 발전소 비중이 높기 때문이다. 반면 우리나라 재생에너지 비중(6.5%)은 선진국인 독일(40.6%), 유럽(26%), 미국(12.9%)에 비해 매우 낮다. 원자력 발전(1톤CO2/TJ)과 신재생에너지(9~28톤CO2/TJ)로 대체할 경우 이산화탄소 배출량을 낮출 수 있다(Intergovernmental Panel on Climate Change [IPCC], 2020).
열량당 전기에너지 가격은 Fig. 11의 화석연료 가격과 비교했을 때 비싸다. 단, 전기 구동계(모터, 가열기 등)가 화석연료의 효율보다 좋은 경우는 있다. 스팀에너지는 대부분 화석연료에 비해 저렴하다(“Domestic energy”, 2023).

Schematic diagram of weaving·knitting process and lowcarbonize facilities. KTTA (2023), p.10~11

Energy consumption and CO2 emission; (a) Proportion of CO2 emission by fuel and useage, (b) Effects and prices of CO2 emission per unit calorific value by fuel. Ritchie et al. (2020), https://ourworldindata.org.

CO2 emission output and price by energy source
3.4. 에너지 절약 설비의 활용 및 효과
스팀, LNG, 전기 등의 에너지를 재활용 및 효율 개선하여 이산화탄소 배출을 저감할 수 있으며 섬유소재 공정에서 사용할 수 있는 대표적인 에너지 절약 설비에 대해 알아보았다. 본 내용은「2023 섬유소재 공정저탄소화 기반조성」사업의 기업사례를 근거로 작성하였다.
염색가공 공정에서 에너지 절약 효과가 가장 좋은 저탄소화 방법은 공정에서 발생하는 고온 폐수의 폐열을 회수, 재활용하는 방법이다.
Properties and varieties of heat exchanger (liquid to liquid)
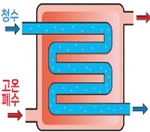
염색가공 공정에서 배출되는 고온 폐수는 70oC 이상이며 염료, 용매, 섬유 찌꺼기 등의 부유물이 포함되어 있어 그대로 재사용하지는 못하지만 ‘액체-액체 열교환(liquid-liquid heat exchange)을 통해 청급수(pure water)를 가열하여 폐열을 재활용할 수 있다.
액체-액체 열교환기 선택 시에는 생산현장과 제품에 따라 폐수 상태가 다르며 기업 실정에 맞는 설비를 선택하는 것이 매우 중요하다. 특히 부유물에 의한 막힘 대응(청소주기 등)이 가능한지 여부와 공급되는 스팀압력, 염색온도 및 속도 등에 따라 열교환기 종류, 용량이 달라진다.
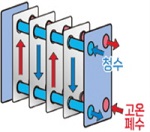
액체-액체 열교환기는 다단순환형, 원통다관형, 판형 총 3개 타입으로 나눌 수 있으며, 가장 많이 사용되고 있는 다단순환형은 폐수가 흐르는 수로의 폭이 넓어 부유물에 의해 잘 막히지 않는 것이 최대 장점이다. 반면에 전열(heat exchange)되는 표면적이 적어 열교환 효율은 높지 않다.
원통다관형은 수십 mm 직경의 원통관을 수로로 사용하여 전열 면적이 넓고 열교환 효율이 높으나 원통관 간 사이를 통과하는 폐수 수로가 좁아 막히고 세척 및 관리하기가 어렵다. 판형식은 가격이 저렴하고 구조가 단순하다는 큰 장점이 있으며 열교환 효율은 보통 수준이고 반면에 부유물에 의한 수로막힘에 가장 취약하며 고압에서는 사용이 어렵다.
원통다관형과 판형식은 부유물에 취약한 점을 극복하기 위하여 최근 역세식 세정장치(back washing)를 사용해 단점을 보완하였다.
최근 열교환기를 도입한 기업 사례를 살펴보면 다단순환형(62.5%), 원통다관형(25%), 판형(12.5%) 비중으로 설치 되었으며 일 100톤~600톤 용량의 설비를 사용하였다. 특히 70oC이상의 고온 폐수를 처리하는 기업은 상대적으로 용량이 적은(일100톤~450톤) 설비를 사용하였지만 40~50oC의 종합폐수를 처리하는 경우 일 600톤 이상 용량의 설비를 사용하였다.
액체-액체 열교환기를 통해 감축된 이산화탄소 감축량(ER)은 식 2와 같이 계산할 수 있으며 열교환 전, 후의 고온 폐수 간온도차(△Tex)와 일 처리 용량(mex), 가동일수(dex), 열교환 효율(ηex)을 통해 산출할 수 있다.
| (2) |
다음으로 건조, 텐터 등의 배기가스 열을 회수하기 위한 설비이다. 배기가스 열을 회수하는 설비는 크게 2가지로 나눌 수 있으며 ‘기체-액체 열교환 법(gas-liquid heat exchange)’과 ‘열전 발전(seebeck’s thermal-electric generating)’이다.
Case of installing heat exchanger(KTTA, 2023)

Examples of heat exchanger(gas to liquid) installation and principle to heat exchange. KTTA (2023), p.24
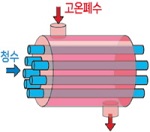
기체-액체 열교환기는 철강, 석유화학 등의 수백 ℃ 이상의 배기가스에서 주로 사용하는 방법이나 최근 설비 기술의 발전으로 120~200oC에서도 열교환이 가능한 설비가 공급되고 있다(Ansan Green Environment Center, 2012).
국내 공급되고 있는 설비를 살펴보면 주로 냉각탑(백연저감 등)의 앞 단에 설치하고 형상은 원통다관형과 유사하다. 여러개의 관을 통해 고온의 배기가스가 주입되고 주변에 급수가 함께 공급되어 열교환하는 구조이다.
기체-액체 열교환 기술에서 중요한 점은 상대적으로 이동 자유도가 높은 기체의 유체역학적 특성을 고려하여 기체관을 설계하고 기체의 열 분포가 균일하게 유지되는 것이 중요하다. 국내 기업 중 한 곳은 기체관 내부를 ‘싸이클로닉 날개(cyclonic vane)’ 구조로 설계하여 열교환 효율을 높였다.
기체-액체 열교환기를 통해 감축된 이산화탄소 감축량(ER)은 가열된 급수의 온도변화를 통해 산출할 수 있으며 산출방법은 식 3와 같다.
| (3) |
열전 발전기는 배기가스열을 전기에너지로 전환하는 설비이다. 반도체 소자 양면의 온도차에 의해 전자와 정공이 이동하여 전력이 생산되는 제백 효과(Seebeck’s effect)를 활용한 방법이다. 공장에서 사용되는 대규모의 열전발전기는 기체 이송의 어려움을 극복하기 위해 액체로 열교환 후 제백 소자를 통해 발전(generating)한다.
하지만 기체-액체 열교환기과 마찬가지로 극고온(수백 oC 이상)의 배기가스 배출 산업에서 주로 사용하는 설비이며 온도가 낮을 경우(200oC 미만) 기체-액체 열교환기보다는 효과가 적다. 생산전력은 10 kW 미만으로 알려져 있다.
염색, 정련, 수세 공정 등은 ‘열교환 가열기’를 통해 스팀의 열을 급수에 전달, 가열하며 Fig. 14과 같다. 열을 빼앗긴 스팀은 응축·액화(condensate and liquefaction) 되며 응축수로 생성되어 바이패스(bypass)로 배출된다.

Schematic diagrams of principles and construction of thermoelectric generator; (a) seebeck effect, (b) construction of thermoelectric generator. KTTA (2023), p.24

Schematic diagrams of dyeing process by steam. KTTA (2023), p.18
응축수는 새로운 스팀이 공급되는 것을 방해하기 때문에 빠르게 배출하는 것이 중요하며 응축수는 스팀과 혼재되어 있기 때문에 스팀 트랩(steam-trap)을 사용하여 스팀의 누수를 차단하고 응축수만 빠르게 배출해야 한다.
일반적으로 염색기당 응축수 생성속도는 분당 1~5 리터 정도이며 현재 가장 많이 보급된 ‘기계식 스팀 트랩(mechanical trap)’은 응축수 배출통로가 좁아 분당 0.5 리터 미만의 속도로 배출한다. 응축수 생성에 비해 배출속도가 느리면 염색 공정의 가열속도(생산속도)를 떨어뜨리고 트랩에 손상이 발생한다.
실제 현장에서는 트랩이 손상되고 응축수 배출 불량이 발생해 가열속도가 지연되는 경우가 많으며 현장 근로자들은 생산속도를 맞추기 위해 수동 밸브(non-steam trap valve)를 임의 개폐하는 경우가 많았다. 고장난 트랩에서 누수되는 스팀 손실과 현장 근로자 임의조작에 의한 손실 양을 모두 합치면 전체 스팀사용량의 5~10% 정도가 손실된다.
따라서 응축수가 배출되는 속도에 제한이 없고 스팀은 정확하게 가둘 수 있는(trapping) ‘전자식 스팀트랩(electronic trap)’ 도입이 확산되고 있다. ‘전자식 스팀트랩’은 볼(ball)의 부력을 통해 통로를 개폐하는 ‘기계식’과는 다르게 ‘수위 센서(water level sensor)’를 사용하여 응축수 양을 측정하고 정해진 수위 이상이 되면 배출하는 구조이다. Fig. 15와 같이 구조상 배출통로 직경의 제한이 없으며 전자식 센서를 사용하여 정확도가 높고 파손의 위험도 적다.

Schematic diagrams of steam traps by type; (a) machanical ball trap, (b)electrical trap. KTTA (2023), p.18
Case of installing electrical steam trap
최근 전자식 트랩을 설치한 기업의 스팀 절약효과는 약 10% 정도이며 배치식 염색기(윈치, 래피드 등), 로터리워셔, 정련기 등에 설치하였고 기업당 5~15대를 설치하여 58~271톤 CO2의 이산화탄소를 감축하였다. 스팀 절약을 통해 감축된 이산화탄소 양은 다음 식 4와 같이 산출한다.
| (4) |
텐터 공정은 염색가공에서 고온의 배기가스를 배출하는 가장 대표적인 공정이다. 텐터는 원단의 폭을 일정하게 규격화하고 수축률(세탁, 일광 등)을 낮추는 공정이며 후가공을 위한 전처리를 목적으로도 사용한다.
주로 LNG 버너를 사용해 열을 생산하고, 생산된 열은 2%만이 원단에 흡수된다. 나머지는 챔버열을 유지(37%)하거나 손실(61%)된다. 손실되는 열의 절반은 배기휀을 통해 손실되고 나머지는 챔버 벽 또는 원단 출구를 통해 손실된다(Park, 2016).
텐터기는 수십 미터의 챔버로 구성되었으며 배기휀 작동에 따라 내기를 외부로 유도 배출한다. 너무 많은 양이 배기휀을 통해 배기 되면 손실되는 에너지가 클 뿐 아니라 습도가 낮아져 원단의 품질에도 악영향을 줄 수 있다. 반대로 배기량이 너무 적을 경우 습도가 높아지고 챔버압이 높아져 설비에 문제를 초래한다.
따라서 적정량, 적정 시점의 배기휀을 제어하는 것이 필요하며, 최근 Fig. 16과 같이 챔버 내에 온·습도센서를 설치하고 원단 표면의 온도를 함께 측정하여 데이터를 기반으로 배기휀을 제어하는 시스템이 관심을 받고 있다.

Schematic diagrams of heat energy efficiency before and after install stenter fan auto control systems. KTTA (2023), p.25
Main component of stenter auto fan control system
Varieties of insulation facilities
Methods of reducing electric energy for motor
Proportion of cause of overload for decrepit motor parts
텐터 배기휀 제어시스템의 주요 구성품은 챔버 내 온습도를 측정하는 센서, 원단 온도센서, 센서 제어 단자박스, 배기휀 제어 부품 및 소프트웨어이며 특히 온·습도 센서는 독일 기업인 社PLEVA에서 유일하게 공급하고 있다.
텐터 배기휀 제어를 통해 감축된 이산화탄소량(ER)은 절약 된 LPG량으로 산출 할 수 있으며 산출방법은 식 5와 같다.
| (5) |
동절기에 생산설비와 배관에서의 열손실로 인해 스팀, LNG 소비량이 최대 20% 증가한다(Park, 2016). 따라서 단열재 및 금속 케이싱을 통해 방출되는 열을 차단하여 에너지를 절약할 수 있다.
보온단열재는 글라스울, 미네랄울, 세라믹울 3가지 종류가 있으며 세라믹울이 가장 열수축 온도가 높고 가격이 비싸다. 염색가공 공정 온도는 200oC 미만임으로 가격이 저렴한 글라스울을 사용해도 충분하다.
금속 케이싱의 경우 스테인리스(SUS)와 알루미늄(STS) 두 가지 종류가 있으며, 스테인리스는 강도가 좋으나 무겁고 열전도율이 떨어져 주로 염색기, 온수 탱크 등에 사용하고 알루미늄은 가볍고, 열전도율이 높아 주로 배관 및 덕트 등에 사용한다.
과부하가 발생하는 노후된 모터를 IE3급 이상의 저전력 신품으로 교체하면 최대 18% 이상의 전력 절감 효과가 있다. 또 인버터를 부착하여 운전과정에서 과부하를 여과하면 5% 이상의 추가 전력 절감효과가 있다(Park, 2016).
공장에서 사용하는 산업용 모터 대부분은 교류전동기이며 고정자(스테이터) 권선에 공급되는 교류전력에 의해 생성된 자기장이 회전자(로터)의 영구자석에 유도되어 전자기력 발생에 의해 회전한다.
노후된 모터의 과부하 원인 대부분은 스테이터의 권선(코일)의 손상(45%)이며 로터의 영구자석 손상(28%), 베어링 등 기구손상(19%) 순이다. 노후된 모터의 과부하를 차단하는 것만으로 5~10%의 전력이 절약된다(Park, 2016).
기업에서 사용하는 노후된 모터 대부분 IE1/IE2 등급이며 IE3로 교체시 4.5% 이상 전력 효율이 개선된다. 모터 등급은 코일, 자석 등의 신소재 사용과 설계 개선 등에 의해 높아지며 IE4 등급의 경우 6.0% 이상 전력 효율이 증가하고 IE5의 경우 IE4에 인버터 기능이 탑재되어 7.8% 이상 전력 효율 개선을 기대할 수 있다(Park, 2016).
적정한 모터 교체 주기는 5년(Park, 2016).이며 IE3 5.5kW 1백대 기준으로 투자 회수기간이 1년 정도인 것을 감안했을 때 주기적인 모터 교체가 오히려 더 경제적이다. 높은 토크가 요구되는 고용량 모터는 IE4 이상 모터로 교체하는 것이 좋다.
최근 노후된 모터를 교체한 기업 사례를 살펴보면 대부분 연사기(twisting machine)의 소형 모터를 교체한 경우이며 5.5kW 모터 1백여 대를 IE3급으로 교체하고 약 300톤 CO2 이상의 이산화탄소를 감축하였다.
모터는 적정한 출력과 알맞는 교류 주파수를 사용하여 과부하를 방지하는 것이 필요하다. 실제로 기존 모터를 ‘다운사이징’ 하여 전력 사용을 절감한 사례가 많다. 인도의 Energy Manager Training([EMT], 2008a)에 따르면 정련기의 22 kW모터를 15 kW로 교체하여 연간 12 MWh를 절약한 사례가 있으며 와인딩 설비의 4.5 kW 모터 4개를 2.2 kW로 교체하여 연간 5.5 MWh를 절약하였다.
Improvement effects and prices of low-powered motor by grade
Case of substituting decrepit motors with low-powered motors
컴프레셔는 제직, ATY 등의 공정에 고압의 공기압을 공급하는 핵심 설비이다. 모터와 마찬가지로, 노후에 따라 발생하는 과부하를 해소할 경우 5~10% 전력 절감효과가 있으며 인버터를 부착할 경우 10%의 추가 절감효과가 있다. 구형인 ‘왕복동식’ 컴프레셔를 ‘스크류형’으로 교체할 경우 5% 절감효과가 추가된다.
특히 컴프레셔 선택 시 고려해야하는 중요한 사항은 ‘적정용량(마력수)’, ‘인버터 포함 여부’, ‘비급유식 여부’이다.
보통 공장에서는 100~300 마력 컴프레셔를 3~10대 내외로 운영하는 것이 일반적이며 생산량에 따라 유기적으로 작동 대수를 조절한다. 컴프레셔 용량을 선택할 시에는 전체 운영체계에서의 ‘평균 토출량’, ‘최적 압력’, ‘사용 패턴’, ‘배관구조’, ‘양정’ 등을 고려하여 적정 용량을 산출 하고 모터와 마찬가지로 다운사이징을 하여 에너지를 절약할 수 있다.
Methods of reducing energy using low-powered air compressor
Price and varieties of air compressor(KTTA, 2023)
Case of substituting decrepit air compressor with low-powered air compressor
컴프레셔용 인버터는 토출량을 감응하여 메인 모터의 교류전기 주파수를 조절하는 장치이다. 기존 정속식 컴프레셔는 일정 주파수로 구동되기 때문에 과부하가 발생하지만 인버터를 사용하여 가변속으로 작동하면 과부하를 줄이고 전력을 절약할 수 있다.

Schematic diagrams of FEMS for preventing energy loss in weaving process. Energy Greenhouse gas Total Information Platform Service (2020) https://tips.energy.or.kr.
또한 컴프레셔 일부 제품은 공급되는 공기의 청결함을 유지하기 위해 비급유식을 사용한다. 비급유식 컴프레셔는 불순물 함유량이 적어 원단 기업에서는 매우 선호하지만 대신 가격이 비싸다. 최근에는 급유식 컴프레셔에 필터를 부착해서 불순물을 여과하는 경우도 있다.
「2023 섬유소재 공정저탄소화 기반조성 사업」에 참여한 제직, 가연 기업을 중심으로 현장진단 한 데이터를 분석한 결과 노후 컴프레셔 교체 전,후 비교했을때 20% 이상의 전력 절감 효과가 있었으며 특히 기존 설비 보다 적은 용량의 설비로 교체한 곳이 효과가 높았다. 또한 왕복동식을 스크류식으로 교체한 경우가 효과가 높았다.
국내 섬유 산업은 전력 사용 비중 74% 이상으로 매우 높다(Energy Greenhouse gas Total Information Platform Service, 2020). 앞서 언급한 바와 같이 섬유 공정에서는 모터와 컴프레셔 중심으로 전력을 사용하며 설비의 노후, 오버스펙 등에 따른 과부하 발생으로 전력 손실이 발생한다.
FEMS는 설비별 전력 측정을 통해 모니터링하고 분석, 제어를 통해 에너지 손실을 최소화 하는 시스템이다. 다만 모니터링 만으로 에너지 절약 효과가 발생하지 않으며 모니터링 결과를 바탕으로 제어가 별도로 수반되어야 한다.
섬유 공정에서는 FEMS를 활용할 수 있는 다양한 방법이 제시되고 있으며, 다만 직각적인(intuitional) 에너지 절감 효과가 발생하려면 관리 개체 수가 많고 변수 제어가 어려워 에너지 손실이 발생하는 공정이어야 한다. ‘직각적인 효과’란 FEMS설치 직후에 발생하는 실질적 에너지 절약 효과를 의미한다. 이러한 효과를 얻기위해서는 센서, 데이터를 기반으로 제어 솔루션을 제공해야 한다.
예를 들면 제직 공정의 수 십대의 직기와 메인모터가 교류전력에 의해 동작하는데 각각의 메인 모터에 과부하 여부를 측정하기 위한 센서, 계측기를 부착하고 인버터를 통해 모터별 최적의 교류 전력을 분배(distribute)하는 시스템을 구현할 수 있다.
3.5. 제조공정 개선을 통한 에너지 절약
앞 절에서는 열교환기, 저전력 컴프레셔 등 섬유소재 공정에서 주로 사용하는 저탄소 설비를 중점적으로 논하였다. Hasanbeigi(2010)에 따르면 섬유 공정에서 이러한 설비 외에도 다양한 공정 개선을 통해 에너지를 절약할 수 있다.
먼저 Greer(2010) 등에 따르면 염색가공 공정에서 면직물 전처리의 일환으로 상온에서 미리 장시간 숙성하면 공정에서의 스팀 사용을 30% 이상 줄일 수 있다(Cold-pad-batch pretreatment).
또 Energy Conservation Center, Japan([ECCJ], 2007)에 따르면 마이크로파를 조제, 염색 공정에 사용하면 90% 이상의 스팀 절약효과가 있다. 연속식 수세 장치에서 역류를 통한 수세액 재활용 기술을 사용하면 스팀 사용량 50% 이상 절약할 수 있으며 90% 이상의 용수 절약도 가능하다.
영국의 社Carbon Trust는 캔드라이어의 과도한 건조시간을 최소화하고 ATIRA Rapidry(인도) 등에서 제안한 ‘에어젯 하이브리드 건조’ 방식을 사용하면 25~30% 건조속도가 증가 되며 캔드라이어에 후드를 설치하여 수분을 제거할 경우 40% 이상 건조율이 증가한다(Carbon Trust, 1997).
이 외에도 염액, 전처리액 등 화학물질을 자동분배하여 에너지 효율 10% 이상 증가시키는 방법(European Commission(EU), 2003)과 효소를 사용한 표백 공정의 과산화수소 제거법[26]을 사용하면 6~8% 이상의 에너지와 물 절약 효과가 있다.
앞서 언급한 바와 같이 제·편직 공정에서는 컴프레셔 전력사용 비중이 높으며 신규 설비로 교체하는 방법 외에 관리법 개선을 통해서도 에너지 절약이 가능하다.
Caffal(1995) 등에 따르면 컴프레셔에 흡입되는 공기의 청결도가 높을수록 전력 사용을 절약할 수 있으며 공기의 온도를 3oC만 낮추면 1% 이상 전력 절약이 가능하다.
한편 섬유소재 제조현장은 대부분 면적이 넓고 조명이 많은데 Sathaye et al.(2005)에 따르면 원단 공장 조명이 사용하는 전기가 전체 사용량의 4% 이상이다.
Worrell(2004)에 따르면 적외선 센서를 사용하여 비어있는 공간에 조명을 끄는 자동 점등을 사용하고 일반 형광등을 고압나트륨 램프 등의 저전력 램프로 교체하면 50~60% 전력 절감이 가능하며, 인도의 社Gimatex는 각 공정에 표준 밝기를 지정하였으며 적절한 밝기의 조명을 사용하여 연간 108 MWh를 절약할 수 있었다((조명 300개 기준)(Galitsky & Worrell, 2008). 이 외에도 자연광을 최대한 사용하여 1~11.5 MWh를 줄일 수 있다(EMT, 2008b).
배기, 공조 등에 사용되는 휀의 크기가 너무 클 경우에도 1~5% 전력 손실이 발생한다. 따라서 적정한 크기로 교체해주는 것이 좋으며 제직기, 정경기 등에 사용되는 벨트는 주로 V벨트인데 코그식(cogged)벨트로 교체하면 2% 이상 전력 효율이 높다(EMT, 2008c).
4. 결 론
섬유산업의 추적성은 저탄소화에 크게 기여한다. 소비자는 제품의 가격을 산정할 때 탄소배출량에 기반할 것이며 브랜드는 공급처에 탄소배출량을 추적하여 저감방법을 찾고 마케팅에 활용할 것이다. 물론 추적성을 보급하는데 한계는 있다. 공급망이 물리적으로 크게 분산되어 있고 추적을 위한 데이터의 표준과 신뢰성이 아직 부족하다(EMT, 2008c).
제조공정에서 에너지 사용이 가장 많은 공정은 염색가공, 제·편직이다. 각 공정별 에너지 사용 특성을 고려하여 이산화탄소 배출량을 산출할 수 있으며 염색가공의 경우 주로 스팀(61톤CO2/TJ당), LNG(56톤CO2/TJ당) 사용을 통해 이산화탄소를 배출하며 제·편직 공정은 모터, 컴프레셔의 전기(0.48 × 10-3톤CO2/kWh당)를 사용하여 이산화탄소를 배출한다.
에너지 절약을 통해 탄소 배출을 저감 할 수 있는 몇 가지 방안을 제시하였으며 보통은 에너지를 회수하거나 효율을 개선하는 방법이다. 먼저 염색가공 공정은 폐열 회수 장치나 센서 기반의 전자식 스팀트랩, 텐터 배기휀 시스템 등을 사용하여 연간 100~1,000톤 CO2의 이산화탄소 배출을 저감할 수 있다. 제·편직, 연사, 사가공 등은 적정 주기마다 인버터가 부착된 저전력 설비로 교체하면 전력사용량을 줄일 수 있다.
특히 노후로 인해 과부하가 발생하는 설비를 교체해주면 기업당 약 100~600톤 CO2를 저감할 수 있으며 이 외에도 공정상 에너지를 절약할 수 있는 수많은 방법이 있고 기업이 정확한 원리를 이해하며 설비를 선택하는 것이 중요하다. 또한 현장 작업자의 습관, 소모품 등의 관리도 탄소배출 저감에 크게 기여한다(KTTA, 2023).
섬유 산업에서의 ‘추적성 개선’과 ‘제조공정의 에너지 절약’은 탄소 배출량을 저감하는데 가장 중요한 요소이며 향후에는 상호 연계하는 기술로 발전되어 보급될 전망이다.
제조 공정의 에너지 사용을 모니터링하기 위해 공정별 센서를 부착하여 기록하고 관리 할 것이며 스트림별 추적을 통해 제품의 탄소배출량을 산정 할 가능성이 높고 저탄소의 제품이 프리미엄으로 인식되면서 기업은 제조공정의 에너지 절약을 위해 더 노력 할 것이다. 따라서 본 논문의 내용을 토대로 제조기반의 추적성과 에너지 절약 방안을 연구하고 실천해야 한다.
References
- Ansan Green Environment Center. (2012). Technical report for waste gas heat exchange device, Retrieved August 22, 2023, from https://www.agec.or.kr/data/study/5cde15d84851a.pdf
- Carbon Trust. (1997). Cutting your energy costs-A guide for the textile dyeing and finishing industry. Retrieved August 23, 2023, from https://www.carbontrust.com/Publications/pages/publicationdetail.aspx?id=GPG168
- Domestic energy price information. (2023) Daesung Energy. Retrieved August 18, 2023, from www.daesungcleanenergy.co.kr/charge/pricetable
- Energy Conservation Center, Japan (ECCJ). (2007). Energy saving measures & audit of dyeing & finishing processes in textile factories. Retrieved August 23, 2023, from http://www.aseanenergy.org/download/projects/promeec/2007-2008/industry/eccj/ECCJ_SW02%20EE&C%20Measures%20in%20Textile%20(Audit)_VN.pdf
- Energy Greenhouse gas Total Information Platform Service (EG-TIPS, Korea Energy Agency). (2020). Statistics on energy use in the textile industry. Retrieved August 23, 2023, from https://tips.energy.or.kr/overconsector/overconsector_view_03.do?code_num=ML&ch_code_num=ML03
- Energy Manager Training (EMT). (2008a). Best practices/case studies - Indian Industries, Energy-efficiency measures in Raymond Limited Chhindwara. Available. Retrieved August 22, 2023, from http://www.emt-india.net/eca2008/Award2008CD/31Textile/RishabSpinningMillsJodhan-Projects.pdf
- Energy Manager Training (EMT). (2008b). Best practices/case studies - Indian industries, energy-efficiency measures in gimatex industries. Retrieved August 25, 2023, from http://www.emt-india.net/eca2008/Award2008CD/31Textile/GimatexIndustriesPvtLtdWardha.pdf
- Energy Manager Training (EMT). (2008c). Best practices/case studies - Indian Industries, Energy-efficiency measures in Raymond UCO Denim Pvt Ltd Yavatmal. Retrieved August 29, 2023, from http://www.emt-india.net/eca2008/Award2008CD/31Textile/RaymondUCODenimPvtLtdYavatmal.pdf
- 'EU Strategy for Sustainable and Circular Textiles'. (2023). European Commission(EU). Retrieved August 9, 2023, from https://environment.ec.europa.eu/strategy/textiles-strategy_en
- European Cluster Collaboration Platform. (2018). Enzymatic treatments in textile wet processing. Retrieved August 25, 2023, from https://clustercollaboration.eu/content/enzymatic-treatments-textile-wet-processing
- European Commission (EU). (2003). Reference document on best available techniques for the textiles industry. Retrieved August 25, 2023, from https://eippcb.jrc.ec.europa.eu/reference/brefdownload/download_TXT.cfm
-
Galitsky, C., & Worrell, E. (2008). Energy efficiency improvement and cost saving opportunities for cement making. an energy star guide for energy and plant managers (No. LBNL-54036-Revision). Lawrence Berkeley National Lab.(LBNL), Berkeley, CA (United States).
[https://doi.org/10.2172/927882]

- 'Global Fast Fashion Market Report (2020 to 2030) - COVID-19 Growth and Change'. (2020, June 9). GlobeNewswire. Retrieved August 7, 2023, from https://www.globenewswire.com/news-release/2020/06/09/2045523/0/en/Global-Fast-Fashion-Market-Report-2020-to-2030-COVID-19-Growth-and-Change.html
- Greer, L., Egan Keane, S., & Lin, Z., (2010) NRDC’s ten best practices for textile mills to save money and reduce pollution. Retrieved August 24, 2023, from https://www.nrdc.org/sites/default/files/rsifullguide.pdf
- Hasanbeigi, A. (2010). Energy- efficiency improvement opportunities for the textile industry. Lawrence Berkeley National Laboratory. Retrieved August 25, 2023, from https://www.energystar.gov/sites/default/files/buildings/tools/EE_Guidebook_for_Textile_industry.pdf
- Intergovernmental Panel on Climate Change (IPCC). (2020). Energy systems. Retrieved August 18, 2023, from https://www.ipcc.ch/site/assets/uploads/2018/02/ipcc_wg3_ar5_chapter7.pdf
-
Jung, M. J. (2017). Current and future trends of district heating systems for a sustainable future and greenhouse gas reduction. Journal of Climate Change Research, 8(4), 377-384.
[https://doi.org/10.15531/ksccr.2017.8.4.377]
- Kim, E. M., & Lee, S. H. (2023). Global efforts to achieve carbon neutrality in the industrial sector and implications - Focusing on SMEs. Korea Institute for International Economic Policy(KIEP) Research Paper Series.
- Korea Energy Information Culture Agency (KEIA). (2020). 2020 Energy mix of key countries. Retrieved August 22, 2023, from https://www.etrans.or.kr/board/energy_mix_infograph.pdf
- Korea Textile Trade Association (KTTA). (2023). Book of examples of company for low-carbonize textile material process. Seoul: KTTA
- KPMG Report, Study on Innovations & Challenges in Digital Traceability (2020). KPMG International. Retrieved August 7, 2023, from https://www.ilo.org/wcmsp5/groups/public/---asia/---ro-bangkok/---ilo-manila/documents/genericdocument/wcms_800023.pdf
-
Kumar, V., Agrawal, T. K., Wang, L., & Chen, Y. (2017). Contribution of traceability towards attaining sustainability in the textile sector. Textiles and Clothing Sustainability, 3(1), 1-10.
[https://doi.org/10.1186/s40689-017-0027-8]
- Lee, S. K. (2001). Waste heat recovery system. (Korea Patent No.1988-0065145.) Daejeon: Korean Intellectual Property Office.
- Mike S., Henrik N., Mikael O., Linköping University. (2015). Energy management in industry - A systematic review of previous findings and an integrative conceptual framework. Retrieved August 25, 2023, from https://www.diva-portal.org/smash/get/diva2:882953/FULLTEXT01.pdf
- Ministry of Strategy and Finance - Korea Environment Corporation (2022). Climate Reserve Fund, Guidelines for estimating the effect of greenhouse gas reduction on targeted projects. Seoul: Author.
- Nimbalker, G., Mawson, J., & Cremen, C. (2015). The truth behind the barcode: Australian fashion report. Baptist World Aid Australia. Retrieved August 10, 2023, from https://acrath.org.au/wp-content/uploads/2015/05/FashionReport2015.pdf
- Obser, S. (2015). Transparency and traceability in the textile and clothing supply chain. Faculty of Textile and Clothing Technology of the Niederrhein University of Applied Sciencesin Mönchengladbach.
- Park, H. (2016). Variation of structure in China textile industry and counterstrategy in Korea textile industry. Kotiti. Retrieved August 9, 2023 from http://user.kotiti.re.kr/technic/kiet-1.pdf
- Preliminary 2020 Global GHG Emissions Estimates. (2020). Rhodium Group. Retrieved August 16, 2023, from https://rhg.com/research/preliminary-2020-global-greenhouse-gas-emissions-estimates/
- Ritchie, H., Rosado, P., & Roser, M. (2020, June 23). CO2 Emission by fuel. Our World in Data. Retrieved August 18, 2023, from https://ourworldindata.org/emissions-by-fuel
- Roadmap to Net Zero - Delivering Science-Based Targets in the Apparel Sector.’ (2021). World Resource Institute(WRI). Retrieved August 9, 2023, from https://www.wri.org/research/roadmap-net-zero-delivering-science-based-targets-apparel-sector
- Sathaye, J., Price, L., de la Rue du Can, S., & Fridley, D. (2005) Assessment of energy use and energy savings potential in selected industrial sectors in India. Report No. 57293, Berkeley, CA: Lawrence Berkeley National Laboratory. Retrieved August 25, 2023, from https://international.lbl.gov/publications/assessment-energy-use-and-energy
- Traceability and Transparency in the Textile and Leather Sector, Part 1: High-Level Process and Data Model’. (2021, February). United Nations Economic Commision For Europe Report. Retrieved August 10 from https://unece.org/sites/default/files/2021-03/BRS-Traceability-Transparency-TextileLeather-Part1-HLPDM_v1.pdf